Welded Sheet Metal Gap Filler
Tfs How To Bridge Gaps And Holes On Thin Metal Youtube
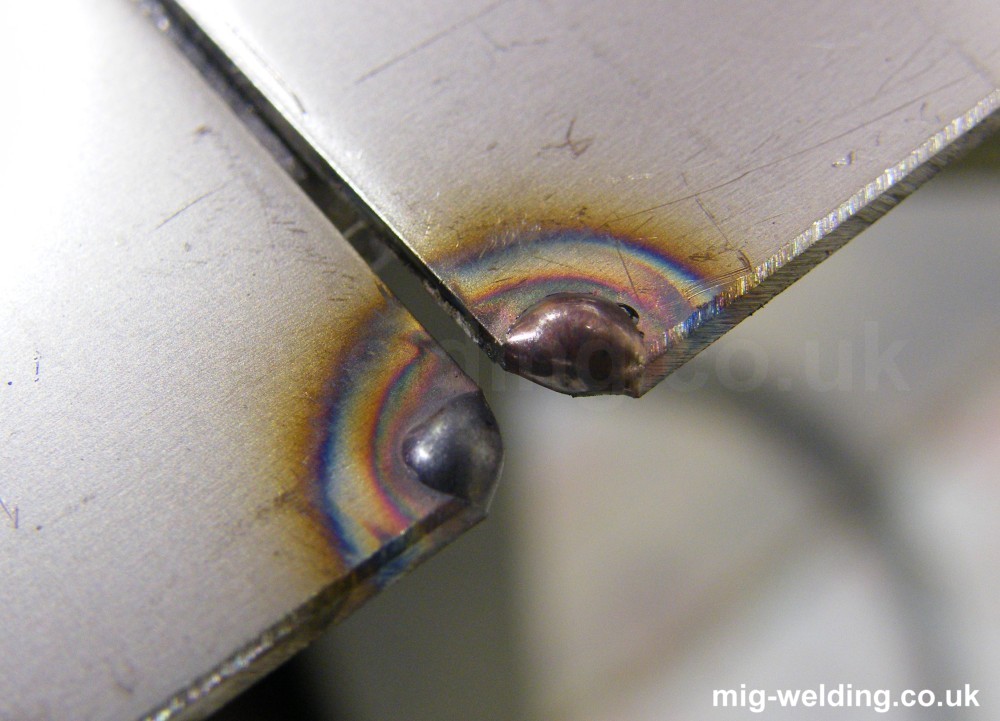
Tig Tutorial Butt Welds And Tacking

How To Fill Gaps Mig Welding Youtube

How To Mig Weld Large Gaps A Beginners Guide Welders Lab

Tig Welding Thin Sheet Metal Settings Youtube

Mig Welding Tips For Gaps Youtube

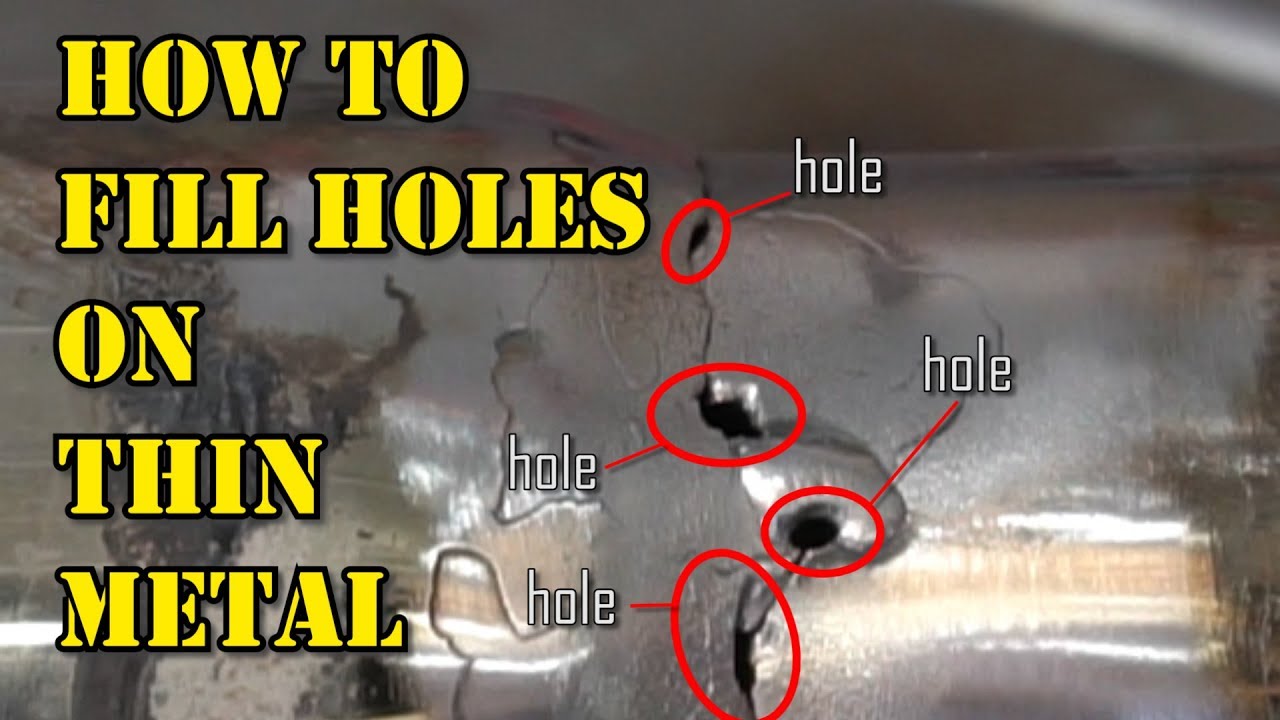
While replacing body panels overheating and warping thin sheet metal is common.
Welded sheet metal gap filler.

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Filling Holes In Sheet Metal Using A Mig Welder Tig Welder Metal Fabrication At Eastwood Youtube
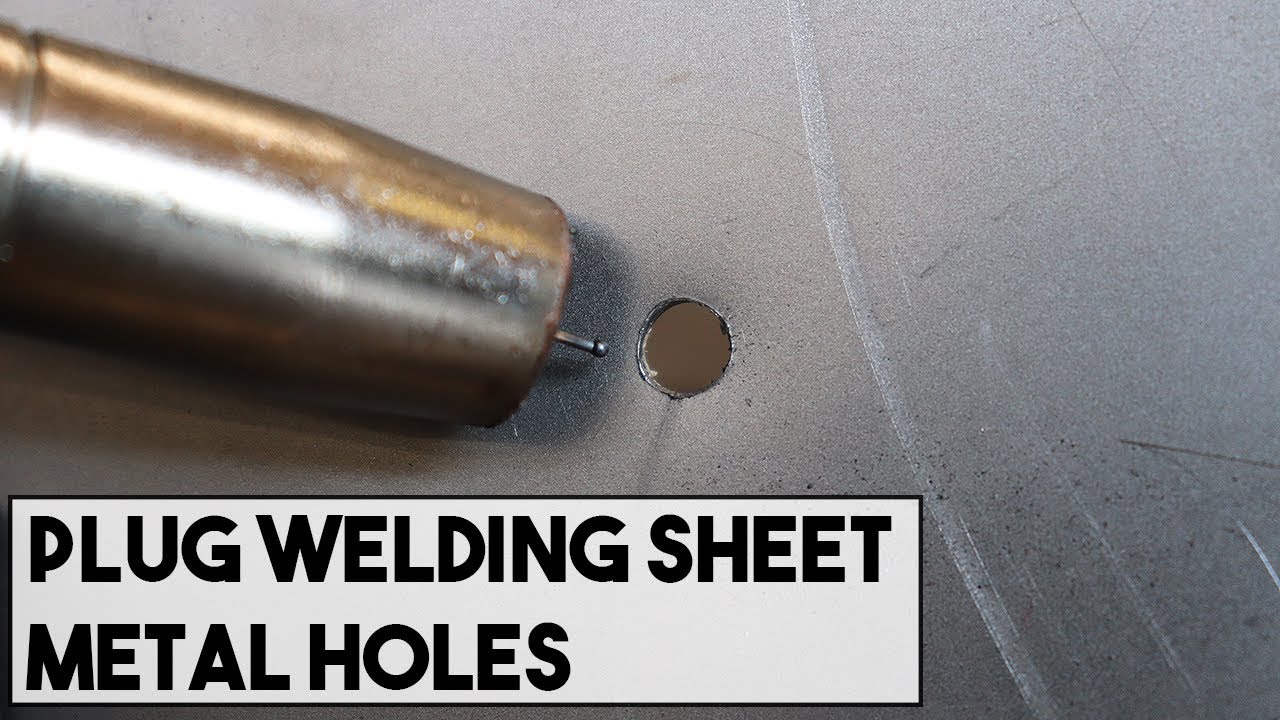
How To Plug Weld Holes In Auto Body Panels Youtube

Tech Tip How To Easily Fill Gaps In Metal Youtube

Tig Welding Aluminum Fabrication Filling A Big Gap Practice Exercise Read Description Youtube In 2020 Metal Working Welding Hacks

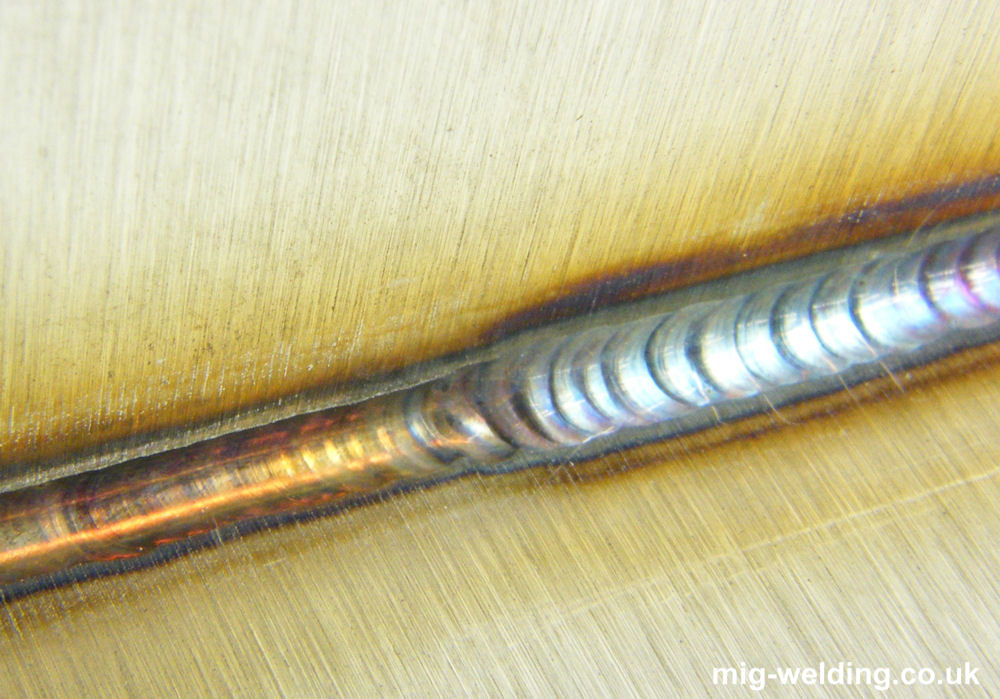
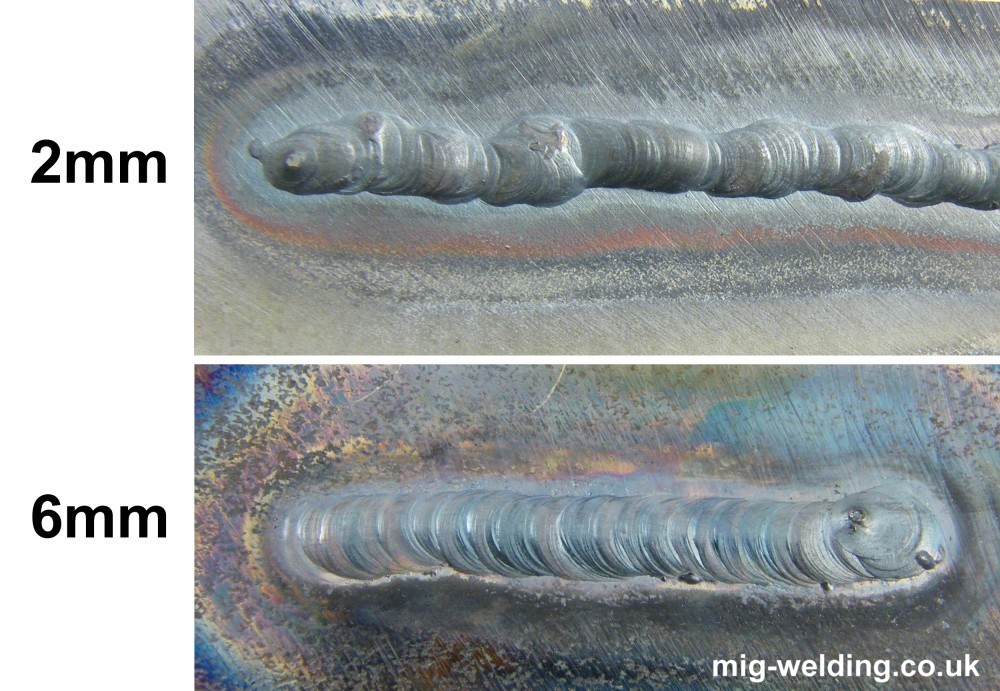
Mig Welding Technique For Thin Metal

Gas Metal Arc Welding How To Fill In Big Gaps Youtube

How To Fill And Shave Unused Holes In Your Project Eastwood Blog
Tig Tutorial Fillet Welds

Automotive Bodywork How To Weld Body Metal

How To Fill Large Gaps Holes With A Mig Welder Youtube

Anodised Aluminium Welding And Fabrication Welding Aluminum Welding Art

How To Gas Weld Aluminum Sheet Metal With A Cobra Torch From Eastwood Youtube

Weld In Car Frame Hole Fill Kit 11 Gauge Sheet Metal

How To Fill A Gap When Welding Kevin Caron Youtube

Looking For Stainless Mig Welding Advice Mig Welding Welding Stainless
How To Tig Weld Basic Technique

How To Connect Your Mig Welds Together Neatly Mig Weld Tie Ins Welding Tips Tricks Urchfab Welding Tips Mig Welding Tips Welding And Fabrication
1
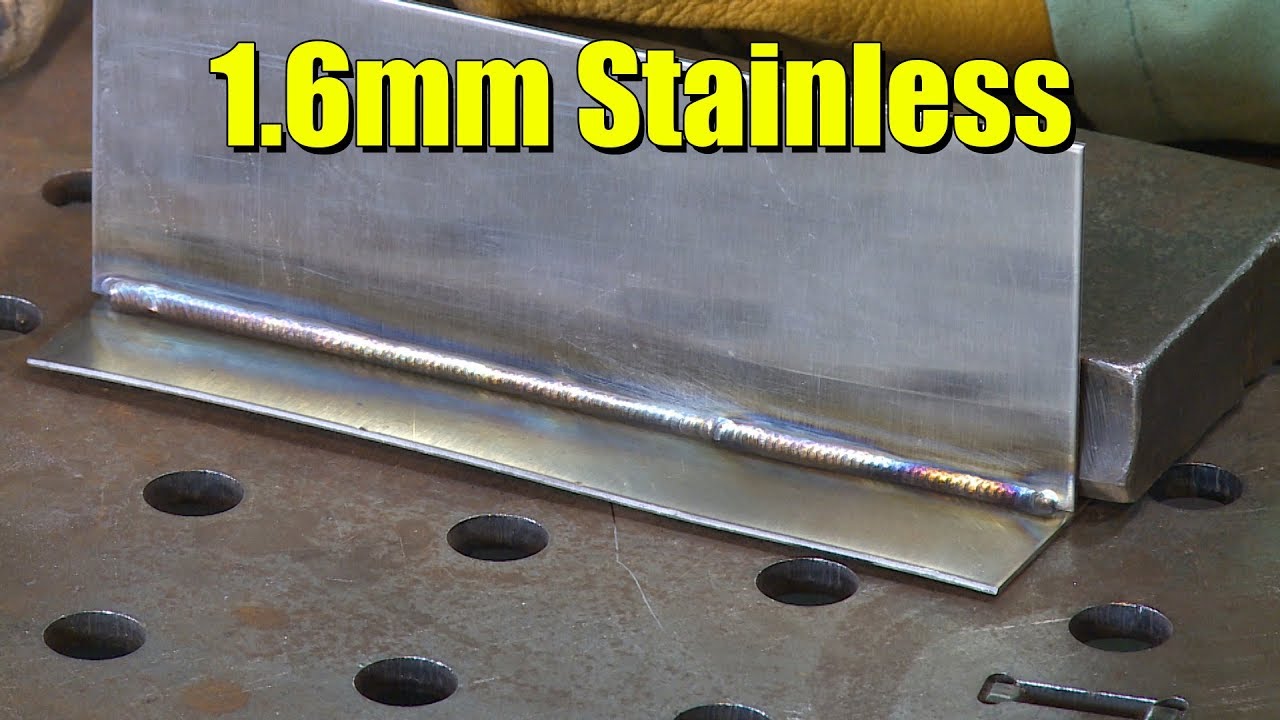
Tig Welding 1 6mm Stainless Fillets Viewer Request Youtube

This Is What My Welds Look Like When I M Filling A Large Gap I Ll Fill The Gap With A Couple Small Passes Let It Cool Then Tig Welding Miller Welders Welding

Learning Tig Welding My Experiences

Ultraflex Gap Filling Adhesive 290ml Grey Bc Profiles

Solidworks Tutorial Corner Treatment Sheet Metal Tutorial Youtube

How To Fill Holes And Big Gaps With Your Mig Welder Youtube

Pin On Metaalbewerking

The 101 How To Weld Sheetmetal Speedhunters

Stick Welding Sheet Metal Viewer Request Youtube
Move Your Company Forward By Empowering Welders On Metal Fabrication Shop Floor To Learn Robotic Automatio Metal Fabrication Automation Sheet Metal Fabrication

How To Fix 8 Common Welding Problems With These Easy Steps Wia

Rwd Thermostat Housing Made Using A Diy Rotary Welding Table Welding Table House Made Metal Welding

How To Join Metal Without Welding Vista Industrial Products Inc

Pin On Metal

Machine Mart Machine Mart

2 X 6305367 Bison Montage Kit Gap Filling Universal Grab Adhesive Glue 125g Adhesive Glue Adhesive Wood Stone

A Guide To Aluminum Welding

Jamey Jordan Metal Clasico Bricolaje Y Manualidades Metal

Fcaw Or Flux Cored Arc Welding Learn Basic Welding Techniques Machine Settings Electrode Types Gasses And Joint Preparation For Ceramic Backing Tape

A Schematic Illustration Of The Welding Process With Beam Path Download Scientific Diagram

Weld Defect An Overview Sciencedirect Topics
-+8lBNvqj!7F6w~~0_35.JPG)
Butt Welding 1mm Sheet Steel Gap Or No Gap 1 Ground Or 2 Ground Mig Welding Forum

Orbital Tube To Tube Sheet Welding Heat Exchanger World

Account Suspended Metal Projects Diy Metal Welding Projects
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrcigiodtwewl4fzizlahsjuvjgedl5szzjcwhsascgtjctlrbx Usqp Cau
Source : pinterest.com
