Welding 20 Gage Sheet Metal With Smaw

Stick Welding Sheet Metal With 6013 Rods Beginner Welding Series Youtube

Stick Welding Super Thin Sheet Metal Welding Thin Metal Youtube

Stick Welding Sheet Metal Viewer Request Youtube
Choose Wisely When Welding Thin Sheet

How To Weld Thin Metal With Flux Core Welding Picks

First Patch Panel 20 Gauge Any Tips Patch Panel 20 Gauge Patch Panels

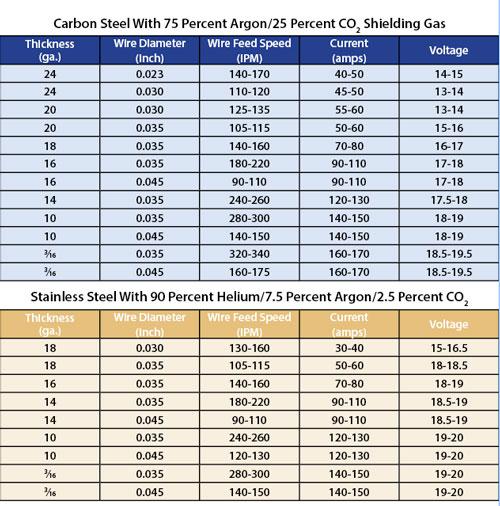
It is imperative you consider the shielding gas welding process and electrode before welding 20 gauge sheet metals.
Welding 20 gage sheet metal with smaw.

Stick Welding Thin Metal Using 120 Volt Power Beginner Welding Series Youtube

How To Mig Weld Sheet Metal Eastwood Blog

Welding Thin Gauge Steel With Stick Welder Youtube

Asap Metal Fabricators Tools And Information Table Of Metal Gauges And Weights Metal Gauge Steel Sheet Metal Sheet Metal Gauge

Miller Stick Welding Calculator 171087 Stick Welding Tips Welding Tips Welding

How To Weld Thin Steel To Thick Steel Youtube

How To Select Rods For Arc Welding Kevin Caron Youtube

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Quick Tip Spot Welding 22 Gauge Sheet Steel Youtube

How To Weld Sheet Metal With A Stick Welder Youtube

Welding 101 Welding Tips And Hints Welding Glossary Hobart Welders Welding Table Welding Wire Welding Projects
Guide To Smaw Nomenclature And Joints Weld Guru

How To Weld Sheet Metal Part 2 Of 2 Welding Sheet Metal Basics With Eastwood Youtube Welding Metal Working Welding Design

How To Weld Sheet Metal With Flux Core Welder Welders Cave

20 Ton Hydraulic Shop Press With Gauge Workshop Garage 20 000kg Press Post Ram Hydraulic Shop Press Shop Press Garage Workshop
Welding Amperage Selection Beginner Welding Guide

Different Types Of Welding Rods The Ultimate Guide Welding Rods Types Of Welding Welding Projects

Different Welding Rod Sizes You Need To Know Welding Picks
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfwsaodmolmcugk1i52t F5d3z6hmnv Gbmoaawi Usqp Cau

Sheet Metal Pan Box Layout And Bending Youtube

Aws A5 1 Chart Smaw 450x356 Welding Productivity Welding Electrodes Welding Projects Welding

How To Weld Sheet Metal Part 1 Of 2 Welding Sheet Metal Basics With Eastwood Youtube

Mig Welding Wire Charts Airgas Com Welding Wire Welding Shop Welding And Fabrication

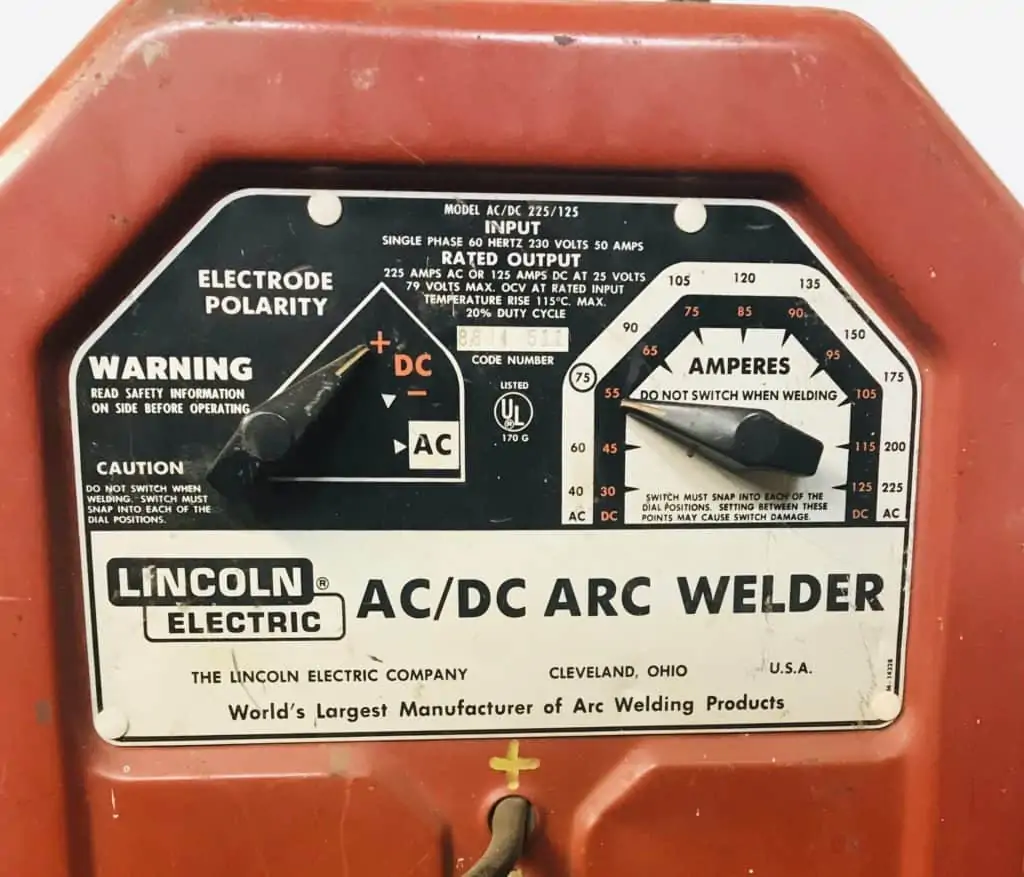
Image Result For Welding Dc Electrode Positive Welding Electrodes Welding Projects Welding

Varilni Aparati In Varilna Tehnika Welding Projects Welding And Fabrication Welding Tips
Lincoln Table 4 Welding Electrodes Welding Projects Welding

New Inverter Based Pulsed Mig And Tig Welding Technology Reduces Sheet Metal Welding Costs Increases Productivity Welding Projects Welding Metal Welding

Smaw Weave Patterns Google Zoeken Smaw Welding Welding Tips Welding
Guidelines For Shielded Metal Arc Welding Smaw

Forney 242 Dual Mig Welder Metal Fabrication Mig Welder Forney

Arc Welding 101 Blowing Out Metal When Welding Car Panels

Pdf Review On Mechanical Characteristics Of 304 Stainless Steel Using Smaw Welding

Welding Smaw How To Weld A Fillet Youtube

Terms Used With Welding Symbols Welding Table Welding Projects Welding

Tfs How To Weld Thick Metal To Thin Metal Youtube

Plasma Arc Welding Wikipedia

The Finished Eagle Project The Base Is 3 16 Plate With 20 Gauge Sheet Used For The Feathers And Wing Dimension All Feat Eagle Project Tig Welding Metal Art

Pressure Welding An Overview Sciencedirect Topics

Stick Welding Aluminum

Welding Electrode Chart And Selection Weld Guru

Pin On Herramientas

Mg 8 Bridge Cam Welding Guage Gage For Inspection Welding Gages Cam

Pin By Forney Industries On Forney Products Graphic Card Forney Metal Working
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqjsxbmbcjgq7 Egqjppcitqmanfhbfb6wnxxomh9i Usqp Cau
Source : pinterest.com
